
Соңгы елларда, күбрәк кер юу заводлары туннель юу системаларын сайлаганлыктан, кер юу заводлары да туннель юу машиналарын тирәнрәк аңлый һәм күбрәк профессиональ белем алды, сатып алу тенденциясенә сукырларча иярмичә. Күбрәк һәм күбрәк кер юу заводлары чистарту дәрәҗәсен, югары нәтиҗәлелекне, түбәнрәк зыян күрү дәрәҗәсен, түбәнрәк су һәм пар энергиясен куллануны һ.б. билгели. Сатып алу өчен мөһим параметрлар һәм стандартлар буларак...туннель юу системасы, тоннель юу машинасын сатып алганда, җиһазларның тотрыклы эшләвенә игътибар итүдән тыш.
Кайбер брендлардан туннель юу системасын алдан сатып алган күп санлы клиентлар, хезмәтне экономияләүдән тыш, туннель юу системасын чынлыкта куллануның нәтиҗәлелеге артмаганын, су, электр энергиясе һәм пар куллану кимемәгәнен әйттеләр. Хәтта зыян күрү дәрәҗәсе дә шактый арткан. Чөнки кайбер җиһаз җитештерүчеләрнең башлангыч этаптагы туннель юу машиналары - сукырларча имитация генә. Бу җиһаз җитештерүчеләр җиһазларның структура принцибын аңламыйлар, нәтиҗәдә туннель юу машиналары күп санлы җитен тукымалар зыянына китерә, һәм яхшы чишелеш таба алмыйлар, һәм клиентларның җитен тукымалар зыян күрү күренешен җиңеләйтү өчен пресс басымын сукырларча гына киметә алалар. Нәтиҗәдә, җитен тукымалар дымлылыгы даими рәвештә арта, клиентларның пар энергиясен куллануы даими рәвештә арта, һәм җиһазларның нәтиҗәлелеге дә даими рәвештә кими бара.
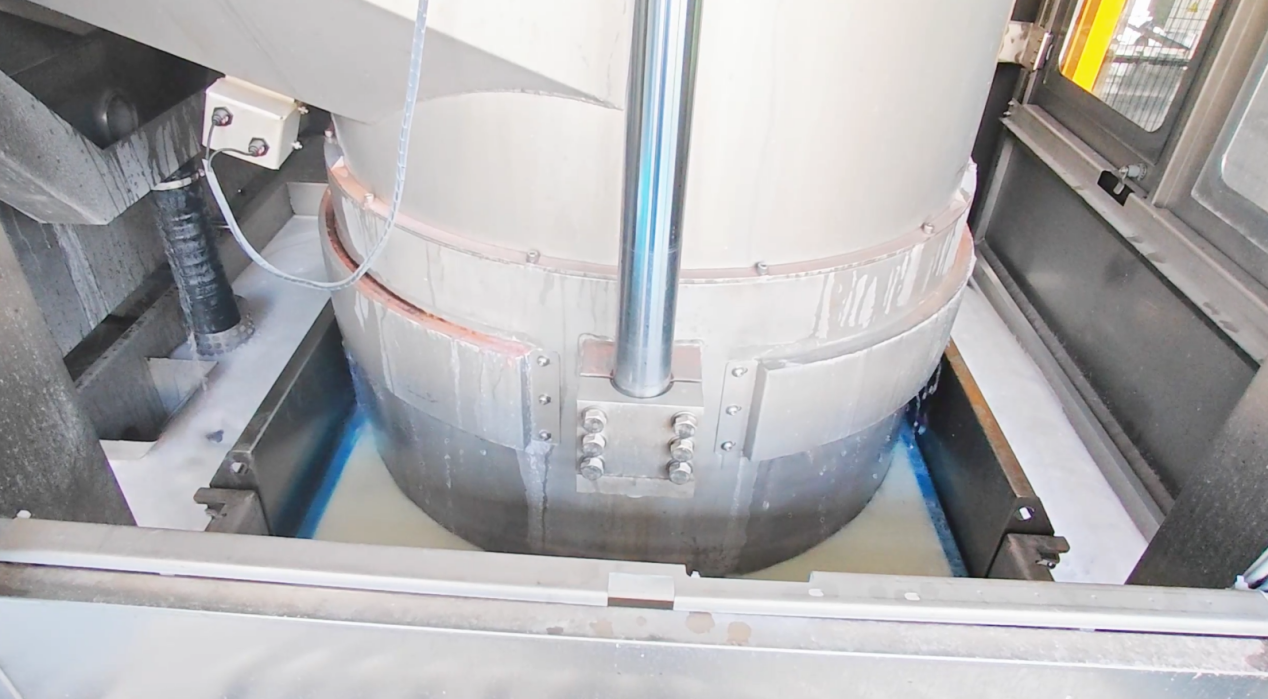
нәтиҗәлелегетуннель юу машинасыһәм җитен тукымалардагы зыян су чыгару прессы белән тыгыз бәйләнгән. Әгәр бөтен туннель юу системасындагы пресс көч бирмәсә, бөтен туннель юучысы да көч бирми. Димәк, пресс - бөтен системаның үзәге. Без сезнең өчен прессның ни өчен җитен тукымалардагы зыян китерүен дизайн, структура һәм принциплар буенча тирәнтен анализлаячакбыз.

Яхшы су чыгару прессының үзенчәлекләре
● Структура тотрыклылыгы
Прессның структурасы һәм тотрыклылыгы: машинаның структурасына, конфигурациясенә һәм гидравлик системага бәйле
● Кысып алу вакыты
Җитен тортын басу вакыты: бөтен туннель юу системасының җитештерү нәтиҗәлелеген билгеләү
● Дымлылык
Пресланганнан соң җитен тукымасының дымлылыгы: кер юу фабрикасы энергияне экономиялиме, юкмы икәнен билгеләгез
● Зыян күрү дәрәҗәсе
Җиһазларның ватылу дәрәҗәсен киметү: кер юу заводы чыгымнарын контрольдә тоту һәм абруй.
Дүртенче характеристиканың җентекле анализын бирәчәкбез. Кер юу заводының бөтен зыян күрү дәрәҗәсенә килгәндә, тоннель юу машинасының эчке барабанының тишелүе һәм җитен тукымасының искерүе китергән зыяннан тыш, калган өлеше, нигездә, кер юу машинасының зыяныннан килеп чыгарга тиеш.су чыгару прессыПрессның зыяны турында сүз барганда, без басманың эш принцибын һәм аның структурасын аңларга тиеш.
Басу программаларының дөрес булмаган көйләүләре
Прессның җитен тукымасына зыян китерүенең берничә сәбәбе бар, һәм бу мәкалә пресс программасының дөрес көйләнмәвенә багышланган.
Хәзерге вакытта кер юу заводы юган җитен тукымалар белән тәэмин ителә, һәм җитен төрләре бик катлаулы. Кунакханәләргә хезмәт күрсәтүче кер юу урыннарында 40-50 генә кунакханә клиенты булырга мөмкин, ә кайбер зуррак кер юу урыннарында йөздән артык клиент хезмәт күрсәтелә ала. Һәр җитен тукымасының үзенчәлекләре, тукымасының тыгызлыгы һәм материалы бер үк түгел. Шулай ук, вакыт куллану, иске һәм яңа тукымалар дәрәҗәсе кебек факторлар бик төрле. Нәтиҗәдә, басу процедурасы таләпләре бик югары.
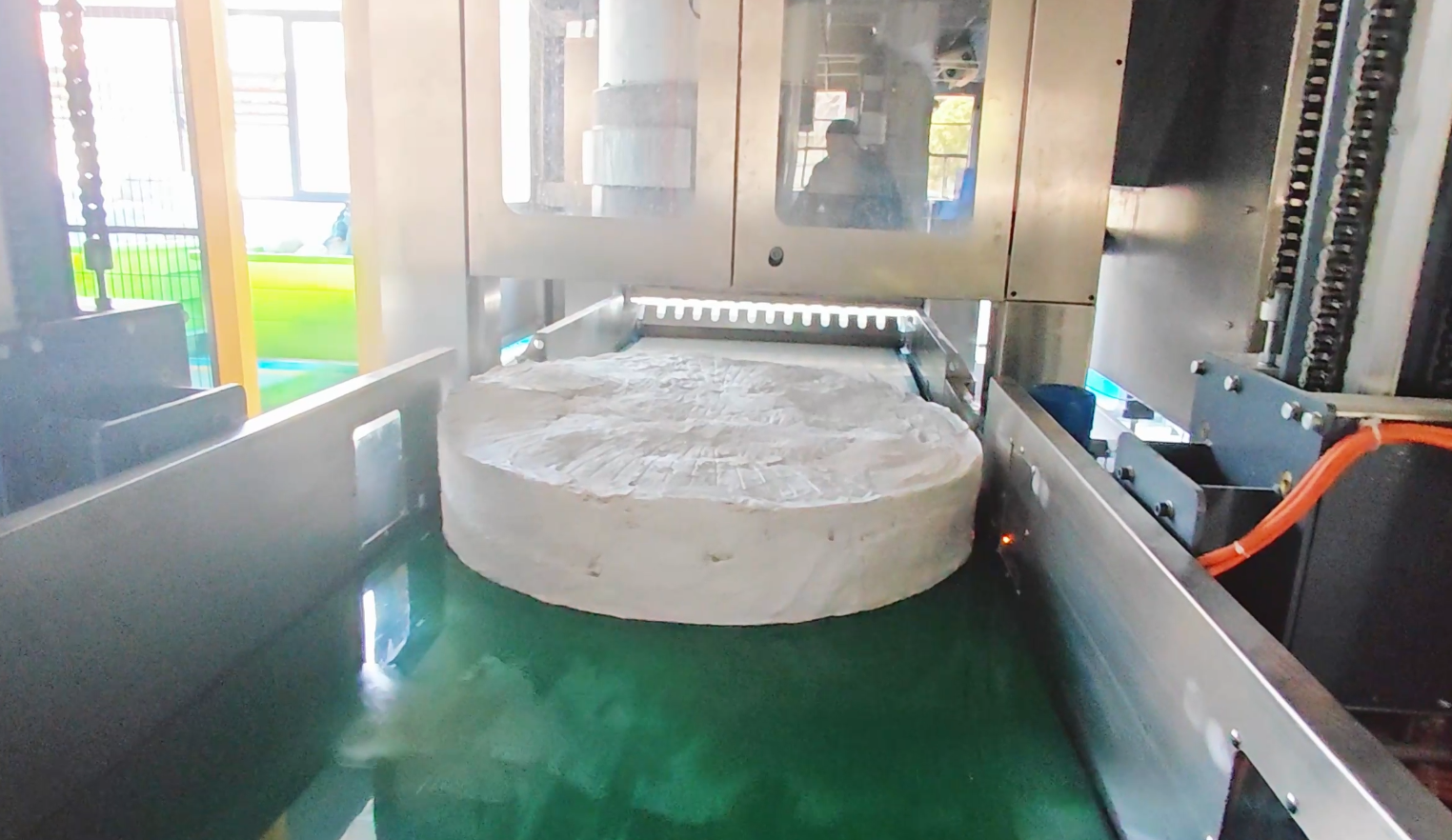
Әгәр прессның нәтиҗәлелеге югары булса, прессланган җитен прессның су күләме түбән булачак. Ул, нигездә, җепсел өслеген пресслау өчен су капчыгын куллана, һәм җепсел эчендәге су тиз сыгылып, сусызландыру максатына ирешелә. Җепсел эченнән суның тиз агып чыгуы җепселгә зуррак басым ясаячак. Әгәр барлык җепселләрнең сыйфаты бер төрле булса, без сынаулардан беләбез, җепселгә зыян килүне контрольдә тоту өчен билгеләнгән пресслау вакытын һәм басым кыйммәтен билгеләү проблема түгел.
Чынлыкта, җитен тукымасының үзенчәлекләре, тукыма тыгызлыгы, материалы, куллану вакыты, иске һәм яңа картаю дәрәҗәсе бер үк түгел. Хәзерге вакытта, бер үк вакыт һәм басым белән, прессланган җитен тукымасының бозылмавын тәэмин итү мөмкин түгел. Күпләркер юу цехыХуҗалар әйтүенчә, яңа җитен тукымасымның ни өчен изелүенең сәбәбе нидә? Яңа сатып алынган җитен тукымасының тыгызлыгы чагыштырмача зур, һәм җитен җитештерүче яңа җитен тукымасын чагыштырмача яссы итеп күрсәтү өчен үлчәмнәр эшкәртү ясаган. Бу вакытта яңа җитен су үткәрүчән, һәм су үткәрүчәнлеге яхшы түгел. Әгәр пресс җитен тукыманы бик кыска вакыт эчендә басымга дучар итсә, тукыма эчендәге һава һәм су вакытында чыгарылып бетә алмый. Басым арасындагы бәйләнеш аркасында, бу җитен тукымасына зыян китерәчәк.
Кинәт зыян күрелмәсә дә, җепселләр инде зыян күргән иде. Хәтта берникадәр вакыт юганнан соң су һәм һава үткәрүчәнлеге яхшы булса да, җитен тукымасының гомере кыскарачак, чөнки җепселләр башлангыч этапта ук зыян күргән.
CLM чишелешләре
Сайланган басма системасыCLMҗитеннең катлаулылыгына карап төрле басу процедураларын сайлый ала. (Җитен түбәндәгеләргә бүленә: сөлгеләр, простынялар, юрган тышлары, мендәр тышлары, яңа һәм иске, мамык, полиэстер, катнаш һ.б.)
Зыгыр тукыманың хезмәт итү вакыты төрлечә, һәм тукыманың түзә алырлык басымы да төрлечә.
Җитен һәм төтен чыгару җайланмаларының төрле тыгызлыктагы тукымалары бар, аларны контрольдә тоту өчен төрле гамәлләр кирәк.
Җитеннең төрле тыгызлыктагы тукымалары бар, аларны контрольдә тоту өчен төрле чаралар куллану кирәк.
CLM прессларында бу йогынты ясаучы факторлар аркасында ватылуны контрольдә тоту өчен төрле басу ысуллары бар. CLM прессы алдан басу бүлегенә һәм өч төп басым бүлегенә бүленә. Алдан басу һәм алдан басу булмаган вариантларны сайларга мөмкин. Ул төрле җитен тукымалар өчен төрле басу процедураларын тулысынча көйли ала, шуның белән җитен тукымаларының бозылу дәрәҗәсен киметә ала.
❑ Алдан басу һәм төп басу
Алдан бастыруның төп функциясе: җитен тукыманы бастыру кәрзиненә салгач, су күбрәк була һәм ул тигез түгел. Берникадәр җитен тукыманы бункерга беркетәләр. Алдан басымны бик түбән басымга куярга мөмкин, һәм тигез булмаган тукыманы тигезләгәндә күп күләмдә су һәм һава чыгару өчен тиешле позиция. Бу циклда су капчыгы басым ясамый.

Аннары төп пресслауны кулланыгыз. Беренче өлеш - икенче дренаж һәм чыгару процессы, һәм су капчыгы позициясен пресс кәрҗине чыгару тишеге аша басарга кирәк, бу җитен тукымадан күп күләмдә су һәм һаваны чыгару өчен кирәк. Бу адым җитен тукыманы саклау өчен туктатуны сайларга мөмкин. Җитен тукымасына сеңгән дымны сыгып чыгару өчен түбән тизлек һәм түбән басым тәэмин ителергә тиеш. Бу этапта, җитен тукымасы югары басым этабында җитен тукымасын ватмас өчен әкрен басым белән нык басыла, шул ук вакытта җитен тукымасына сеңгән күп күләмдә дым сыгылып чыгарыла.
Икенче баскычтагы су капчыгы билгеле бер басымга җиткәч, ул басымны саклап калу өчен өченче баскычка күчерелә. Бу этапның функциясе - калдык суны сыгып чыгару. Бу этап вакытны билгели ала. Озаккарак вакыт алган саен, ул күбрәк су сыгып чыгара.
❑ Басу өчен сөлгеләр
Сөлге үзе җиңел генә изелми. Әгәр сөлге басу программасы 42 бардан югарырак температурага ирешә алмаса (CLM прессы(47 барга җитә ала), ул чакта сөлгеләрнең дымлылыгы югары булачак. Киптерү вакыты һәм энергия куллану югарырак булачак, бу стандарт туннель юу системасы таләпләренә туры килми.
Басу сөлгесе программасы көйләнгәндә, алдан басу этабын юкка чыгарырга мөмкин, һәм төп басу этабына һәм басымны тоту этабына күбрәк вакыт бирелергә тиеш. Басым тоту вакыты озаграк булган саен, су күбрәк чыгарылачак, дымлылык түбәнрәк, киптерү вакыты кыскарак булачак һәм энергия күбрәк экономияләнәчәк.
❑ Югары тыгызлыктагы җәймәләрне һәм юрган тышларын иске җәймәләргә һәм юрган тышларына караганда
Кайбер кунакханә клиентлары дүрт яки биш ел элек ватылмаган җәймәләрне һәм юрган тышларын куллануны дәвам итәләр. Бу төрдәге җәймә һәм юрган тышлыгы өчен без һәр баскычның тизлеген, урнашуын һәм басымын көйләп, зыянны контрольдә тота алабыз. Җиһазның ватылуын булдырмас өчен бөтен пресс басымын сукыр рәвештә киметү урынына, һәр җитен өчен төрле процедуралар эшләнә, бу кер юу җайланмасының пар куллануын арттырачак.
Прессның структура дизайны һәм җиһазлары да җитен тукымасына зыян китерүгә йогынты ясаячак. Без моны киләсе мәкаләдә анализлауны дәвам итәрбез.
Бастырып чыгару вакыты: 2025 елның 16 апреле